 EN
EN
 Chinese
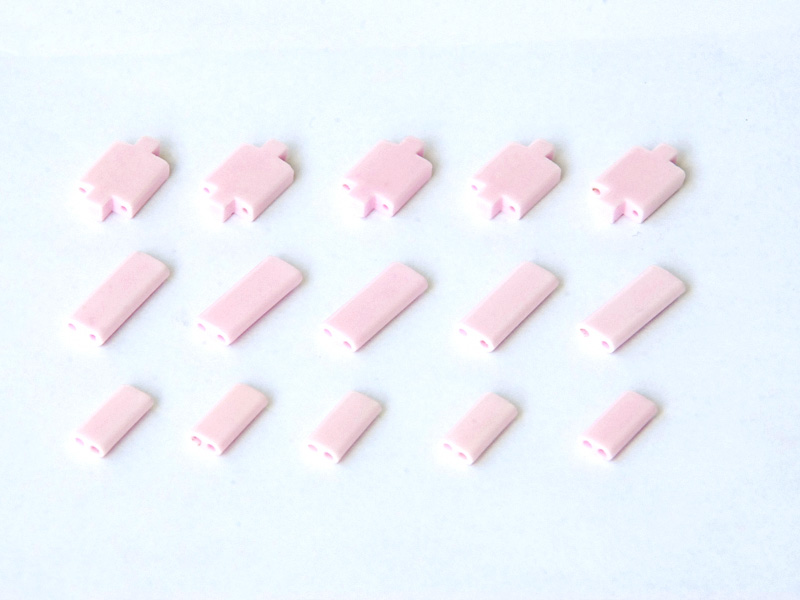
ChineseZirconia ceramic is a special ceramic product made of ZrO2 metal oxide as the main raw material and sintered at high temperature. It has high hardness, wear resistance and high temperature resistance, good electrical insulation and thermal shock resistance, and has the characteristics that most ceramics do not have. High toughness, can effectively reduce the probability of ceramic fragmentation.
Zirconia ceramic raw materials are prepared with simple and perfect processing technology, and its application range is very wide. It is made into mobile phone back covers, mechanical parts, ceramic teeth, ceramic knives, etc. During the injection molding process of zirconia ceramics, the heating rate for degreasing the green body is usually 3 to 5°C/b, about 5 to 10 days.
However, when carried out under a protective atmosphere of 0.5 MPa, the degreasing can be completed within 40 hours. Parameters such as thermal engineering can be determined according to the type of ceramic. The linear shrinkage rate during sintering is about 20%. Work with complex shapes or thick walls is prone to cracks during the sintering process, and attention should be paid to preventing sintering. Zirconia ceramic particles for injection molding usually consist of 80-90% powder and 10-20% binder. The binder is removed in the degreasing step, so the addition amount is preferably small, but it should be noted that if the addition amount is insufficient, the forming effect will be affected
. In addition, as the particle size becomes smaller, the fluidity of the ceramic particles becomes smaller. The shape deviates more from spherical. Therefore, it is as easy as possible to apply to test fluidity. If the molding conditions do not meet the requirements, various defects may occur in zirconia ceramics. The key among them is the welding line, which is prone to occur if the formed body has through holes or blind holes. Therefore, it is necessary to pay attention to the design of the mold, especially the opening type, location, size and number. At the same time, attention should be paid to the trade-off between injection temperature and injection molding speed.








